Featured Projects
View all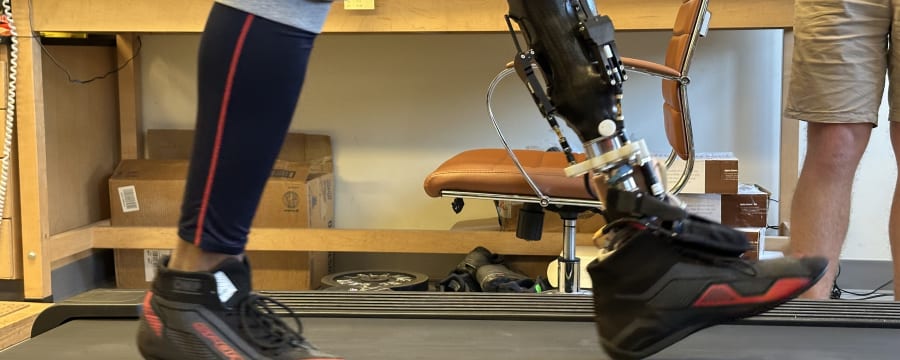
Sanders Lab · UW Bioengineering·August 2024 – Present
Auto-Adjusting Transtibial Prosthetic Socket
A second-generation auto-adjusting prosthetic socket for people with transtibial amputation. Three motor-driven panels continuously maintain prosthetic fit by detecting and responding to residual limb volume changes throughout the day.
ProstheticsEmbedded SystemsControl SystemsBiomechanics

Sanders Lab · UW Bioengineering·August 2024 – Present
Auto-Adjustable Dynamic Ankle-Foot Orthosis
BiomechanicsGait AnalysisHuman Subjects Research
Novosselov Research Group (NRG)·December 2023 - June 2024
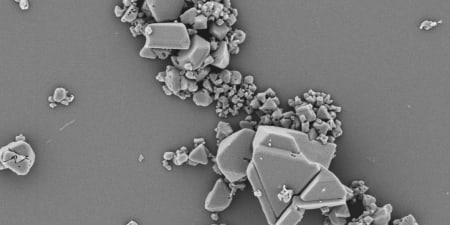
Senior Capstone: MOF Synthesis
Reactor DesignSupercritical FluidsFlow Dynamics
Interested in working together?